
吹塑模具
 |
 |
 |
 |
 |
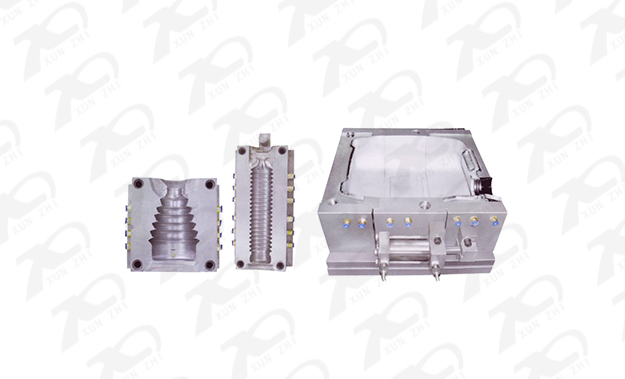
产品介绍
塑料的中空成形是指用压缩空气吹成中空容器和用真空吸成壳体容器而言。吹塑中空容器主要用于制造薄壁塑料瓶、桶以及玩具类塑件。吸塑中空容器主要用于制造薄壁塑料包装用品、杯、碗等一次性使用的容器。中空吹塑成形是把塑性状态的塑料型坯置于模具内,压缩空气注入型坯中将其吹涨,使吹涨后制品的形状与模具内腔的形状相同,冷却定型后得到需要的产品。根据成形方法的不同,可分为挤出吹塑成形、注射吹塑成形、注射拉伸吹塑成形、多层吹塑成形、片材吹塑成形等形式。
① 挤出吹塑成形
挤出吹塑成形是成形中空塑件的主要方法。首先挤出机挤出管状型坯;截取一段管坯趁热将其放入模具中,闭合对开式模具的同时夹紧型坯上下两端;向型腔内通入压缩空气,使其膨胀附着模腔壁而成形,然后保压;最后经冷却定型,便可排除压缩空气并开模取出塑件。挤出吹塑成形模具结构简单,投资少,操作容易,适合多种塑料的中空吹塑成形。缺点是壁厚不易均匀,塑件需后加工去除飞边。

② 注射吹塑成形 注射吹塑成形是用注射机在注射模中制成型坯,然后把热型坯移入中空吹塑模具中进行中空吹塑。首先注射机在注射模中注入熔融塑料制成型坯;型芯与型坯一起移入吹塑模内,型芯为空心并且壁上带有孔;从芯棒的管道内通入压缩空气,使型坯吹涨并贴于模具的型腔壁上;保压、冷却定型后放出压缩空气,并且开模取出塑件。经过注射吹塑成形的塑件壁厚均匀,无飞边,不需后加工,由干注射型坯有底,因此底部没有拼和缝,强度高,生产效率高,但是设备与模具的价格昂贵,多用于小型塑件的大批量生产。

③ 注射拉伸吹塑成形
注射拉伸吹塑成形与注射吹塑成形比较,增加了延伸这一工序。首先注射一空心的有底的型坯;型坯移到拉伸和吹塑工位,进行拉伸;吹塑成形、保压;冷却后开模取出塑件。还有另外一种注射拉伸吹塑成形的方法,即冷坯成形法,型坯的注射和塑件的拉伸吹塑成形分别在不同设备上进行,型坯注射完以后,再移到吹塑机上吹塑,此时型坯已散发一些热量,需要进行二次加热,以确保型坯的拉伸吹塑成形温度,这种方法的主要特点是设备结构相对较简单。





